
Vapor Degreasing 101

Quick Summary of Vapor Degreasing
Vapor Degreasing is a powerful, efficient cleaning and degreasing process that in a matter of seconds removes contaminants like machining oils, cutting fluids, waxes, flux, and many more via "solvent cleaning". Many industries from electronics firms to aerospace companies to metal fabricators use vapor degreasing to precision clean metal and machined parts. Because of the comprehensive and fast cleaning capability combined with no need for rinsing and drying - vapor degreasing is a valuable part of any manufacturing line. Vapor degreasing utilizes non-flammable, non-hazardous solvents that can be recycled and reused for reduced operating costs.

There Are Three "Versions" of Vapor Degreasing Equipment
1. Vapor with Ultrasonic Immersion
The two sump vapor degreasers can also be equipped with ultrasonics which give additional cleaning capabilities.
2. Vapor with Immersion
Vapor degreasing systems with immersion capability are considered "two-sump" systems and have two(2) solvent-filled sumps (the boil sump and the cold sump). The boil sump is heated to boil the solvent which creates the rich "vapor zone" that is used to clean parts. The cold sump is always filled with clean, "distilled" condensate solvent that can be used for immersion cleaning of the parts and "multi-dipping" of parts to enhance the cleaning capabilities.
3. Vapor with Spray
These vapor degreaser systems are considered "single-sump" systems in which the solvent is boiled at the bottom of the sump or tank until it turns to vapor. The parts are cleaned by the vapor made by the boiling solvent in the "vapor zone". Most vapor only units come with a manual spray wand which is used for additional part cleaning.
Using Vapor Degreasing with ultrasonics to completely clean lithium grease in 45 seconds

How Does a Vapor Degreaser Work?
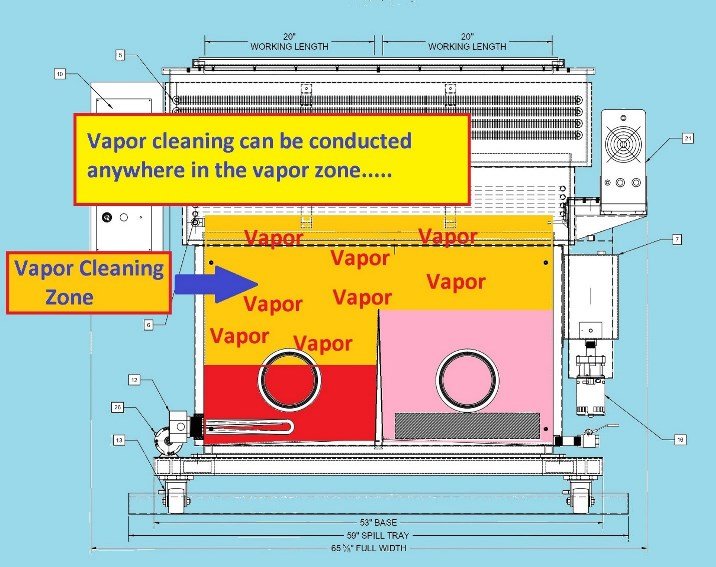
Solvent is boiled in the tank . . . and creates a rich vapor zone above the boiling solvent and below the refrigeration coils (which is why the system is efficient - the solvent stays in the tank for continued reuse.
The parts are cleaned by the solvent condensing on the part. The solvent takes the contaminant (like oil) into solution and drops back into the tank where it is filtered and cleaned for reuse. So a typical degreaser is not only a cleaning system, it also acts as a distillation system to recycle the solvent for continued use.
As the part is moved past the refrigeration coils - the part is dried and completely cleaned - in a matter of seconds. That is the vapor cleaning aspect of a typical vapor degreaser.
Vapor degreasers also have the capability of ultrasonic immersion - for an additional level of cleaning - which helps clean blind holes and more complex parts.
(These are considered 2-tank systems) because you have a boil or "dirty" side where the dirt accumulates for distillation and you have an immersion (ultrasonic) side where the clean solvent is.
How Are the Parts Cleaned?
The solvent is boiled at the bottom of the sump or tank until it turns to vapor. The vapor is contained by refrigeration coils at the top of the tank. The refrigeration coils cool and condense the solvent back to its liquid form for filtering and reuse. Cleaning is accomplished by lowering a metal basket filled with dirty parts into the "vapor zone". The parts are cleaned by the vapor (which is always clean) made by the boiling solvent which envelops the entire part and takes the containment into solution. Unique to a vapor degreaser, large amounts of clean vapor are generated perpetually for vapor cleaning. Once the part comes up to temperature of the boiling solvent, the vapor cleaning is done and the contaminant drops back into the tank to be distilled and reused for the next vapor cleaning. In "2 sump" systems, the parts can be immersed into the solvent bath and/or have ultrasonic cavitation applied for additional cleaning.
As the part basket is removed from the vapor zone it stops in the "refrigeration zone". Here the solvent flashes off the cooling part. As the part cools, it is also drying . . . so when the part basket is removed from the vapor degreasing unit it is cool and dry. Rinsing and drying are not needed.
Considerations for Purchasing a Vapor Degreaser
What Size Vapor Degreaser Do I need?
Sizing of the vapor degreaser is fairly straightforward as it is dictated by the weight and size of the part basket. This is usually a combination of the amount of parts that need to be cleaned (production rate), the weight and size of the parts, how complex the parts are and the type of contaminant that is being cleaned.
Production through-put - Start by considering how many parts you need to process an hour. Keep in mind that the larger the "tank" of vapor degreaser the larger the cost.
Size of parts and complexity of parts - The size will dictate the number of parts per basket or increasing the tank size for processing, and complexity might mean immersion or ultrasonics are needed.
Weight of part (therefore) basket - Heavy parts require more heat input to ensure the vapor zone does not "collapse" when the parts are immersed in the zone.
Contaminant type - Light machining oils require less processing (and possibly just vapor cleaning) versus needing immersion or ultrasonics to clean the parts.
Amount of contaminant - Same as above.
Electrical needs - Ultrasonics and heat requirements will dictate electrical needs.
Floor space - Even though the vapor degreaser unit is a pretty compact system, the refrigeration systems require air circulation.
Automation - Automated basket handling systems and hoist systems are available to provide consistent basket processing and thus consistent cleaning.
Ceiling Height - Larger systems can be tall, so ceiling height does become a consideration.
Door Frame Restrictions - Moving the degreaser from shipping dock to final location might mean doors.
Ventilation - Overhead ventilation is not recommended as it reduces the efficiency of the refrigeration systems on the vapor degreaser by pulling the solvent past the refrigeration coils. Ventilation is usually at the floor if at all.
Chiller Capacity - On larger units, the chiller for the primary refrigeration unit is usually placed outside or in a separate location. The secondary refrigeration system is usually on the platform with the vapor degreaser itself.

This video discusses 12 considerations for purchasing a vapor degreaser. It provides guidelines into the type of features and how to size the unit based on your cleaning, throughput and production needs.

Vapor Degreasing Solvents - Overview
Vapor degreasing solvents must be non-flammable and azeotropic (meaning that the mixture has a constant boiling point and composition throughout the cleaning). The solvent needs to be non-flammable because you have heating elements heating the solvent to boiling.
Solvents like acetone, IPA, and any flammable solvent cannot be used. And azeotropic because the solvent is being distilled as part of the vapor degreaser operation. Solvents that break down in distillation will not provide continued cleaning capability.

Three Varieties of Vapor Degreasing Solvents
1. Chlorinated:
The chlorinateds have been around for decades and have a higher boiling point than the newer generation of solvents. They are effective cleaners, they are non-flammable and stay azeotropes; however, they are considered carcinogens and have heavy regulations around their shipment, use, emissions and disposal. Cholorinateds are NESHAP (National Emission Standards for Hazardous Air Pollutants) regulated. With that said, many companies still use chlorinateds like trichloroethylene (TCE), n Propyl Bromide (nPB), Methylene Chloride (MC), and Perchloroethylene (PERC).
2. Brominated:
n-Propyl Bromide (nPB) has been used to replace the chlorinated solvents for quite a while. It too is non-flammable and stays an azeotrope. nPB has a lower boil point than TCE or PERC and is NESHAP regulated. It is considered a probable carcinogen. However, it has less regulation around shipment and disposal. Learn More About Regulatory Changes to nPB
Reliance has several excellent nPB based solvents...
GenTech™ for general metal fabrication
EnTron-Aero™ which is Boeing BAC5408 approved
3. Fluorinated:
The newest vapor degreasing solvents coming to market are fluorinated based. These solvents have much lower boiling points but are considered to have better health and safety profiles while still being non-flammable and staying azeotropes. There are few restrictions around shipment, use, emission and disposal.
Reliance has several excellent next generation solvents...
AeroTron™-100 - economical nPB and TCE replacement solvent
AeroTron™-AV - with a full aerospace pedigree for vapor degreasing
AeroTron™-CE - which is non-chlorinated and non-brominated
Industries that Use Vapor Degreasing
Electronics: Printed circuit board and other electronics manufactures use vapor degreasing for the removal of flux and polar contaminants from printed circuit boards and the cleaning of electronic assemblies.
Aerospace: Vapor degreasing is widely used by aerospace manufacturing firms for precision and general vapor degreasing for dye removal in non-destructive testing applications, pre-plating and pre-coating cleaning and post-plating/coating and masking wax and adhesive removal.
Optics: Cleaning of fingerprints, buffing and potting compounds and waxes.
General Metal Fabrication and Finishing: Metal fabricators use vapor degreasing for the removal of typical fabrication contaminants including greases, lubricants and cutting fluids.


Why Reliance?
We Manufacture Solvent AND Equipment -
We are a one-stop-shop for all things vapor degreasing!
Whether your objective is to switch to an alternate cleaning technology, resolve a cleaning or productivity issue, optimize a process, or update and upgrade your vapor degreasing equipment, we can tailor a solution to meet your needs.
With Reliance's team of vapor degreasing experts, comprehensive line of vapor degreasing equipment and solvent products, we are certain you will find Reliance an adept partner and valuable resource for your project. Our experts in chemistry, cleaning applications, vapor degreasing equipment, and regulatory affairs will be happy to discuss your cleaning project with you and assist you every step of the way.
