

CASE STUDY:
Increase CleanlIness on High-Volume Brass CNC Parts Using ULTRASONIC Vapor Degreasing
A CNC machining company evaluated ultrasonic vapor degreasing to resolve inadequate cleanliness, rework, and customer rejections caused by manual aqueous cleaning of precision brass parts with blind holes.
The Challenge
The customer was manually cleaning machined brass parts using an aqueous cleaner (Kyzen Metalnox 6094). While the process was manageable from a throughput standpoint, it produced inconsistent cleanliness results that escalated into a customer satisfaction issue.
Key challenges included:
Visible oil contaminant left on parts
Residual cleaner and machining oils trapped in blind holes
Inconsistent drying, leading to residue film
Increasing rework and customer rejections
Reduce manual processing times
Although occasional contaminant had historically been acceptable, the frequency and severity exceeded the CNC customer’s tolerance and triggered an escalation from the end customer.
Vapor Degreasing & Ultrasonic Immersion Evaluation
A batch of 50 machined brass parts was sent to Reliance for test cleaning.
Cleaning Equipment Used: ULTRA® 2012LE Ultrasonic Liquid Immersion Vapor Degreasing System
Solvent: AeroTron®-100
Objective: Eliminate staining, clean blind holes, and achieve repeatable cosmetic results
OBJECTIVE:
The CNC company wanted to determine whether vapor degreasing could:
1. Completely eliminate machining oils left on part
2. Reliably clean blind holes
3. Produce consistent, repeatable results
4. Justify investment as a long-term production solution
RESULTS
The vapor degreasing process delivered immediate and measurable improvements:
All machining oils and residues removed
Blind holes noticeably cleaner with no trapped residue
Parts emerged visibly dry directly from the machine
Significantly reduced total cleaning time.
The results met and exceeded the customer’s cleanliness requirements. An ULTRA 2012LE vapor degreaser was purchased with costs of system justified by cleaning process reduction times and part rejection reduction across various reoccurring customer projects.
CLEANING STEPS AND TIMES using (ULTRA 2012LE-N WITH ULTRASONICS WITH AEROTRON-100)
10 second initial vapor zone dwell
120 seconds ultrasonic immersion with 5 *oscillations (10 second hold top/bottom)
30 seconds in the refrigeration zone for final flash off
Total Cleaning cycle all parts 3 total Minutes
(*Oscillations allow the part(s) to be fully submerged in the ultrasonic liquid solution for a select period of time and then raised just above the liquid level for a select period of time. This allows the solvent to flush/fill IDs/blind spots and tight geometries of part(s). The BHE automated lift allows you to program the cleaning recipe to your desired need including oscillations if preferred!)
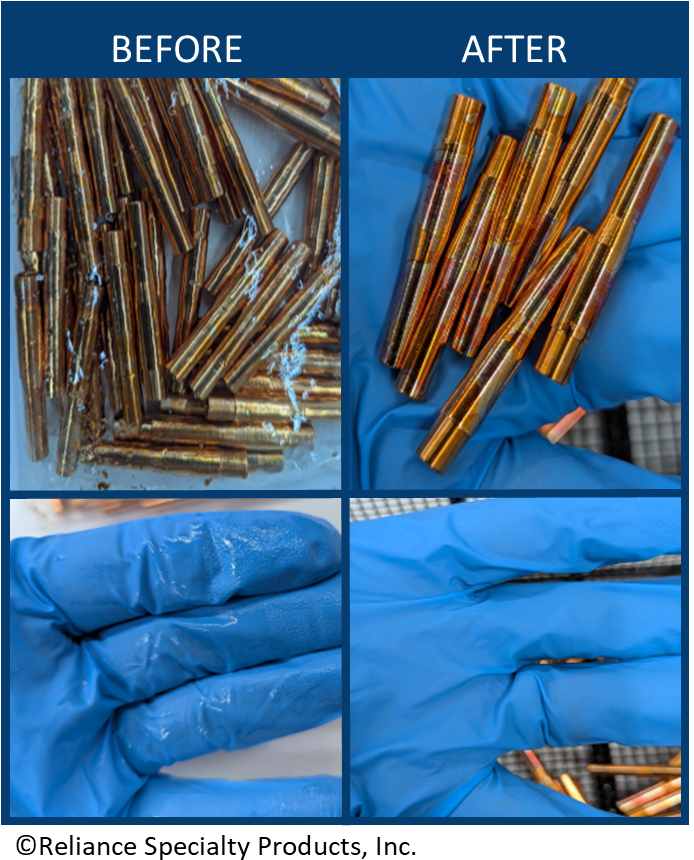
TEST CLEANING CONCLUSION
The test part cleaning was a success! All oil was removed from the parts in a rather short period of time.
The photos of the glove(s) before/after demonstrate how much oil was present before cleaning and no trace on the glove post cleaning.

EQUIPMENT USE FOR THE CLEANING:
Reliance ULTRA 2012LE Vapor, Immersion, Ultrasonic Immersion & Distillate Spray Vapor Degreasing System.
SOLVENT USED:
AeroTron-100 is manufactured by Reliance and specifically designed to replace n-Propyl Bromide (nPB) & Trichloroethylene (TCE) in vapor degreasing with improved health, safety, regulatory, permitting and environmental benefits. We can assist you every step of the way!
CLEANING PROCESS STEPS ULTRASONIC IMMERSION CLEANING WITH MULTI-DIP OSCILLATION
The parts were immersed for 3 minutes with the part occasionally lifted into the vapor zone and then re-immersed into the AeroTron-100 solvent for multi-dip oscillation done automatically by the ULTRA 2012LE Basket Handling Elevator (BHE)

